河北友犇管业有限公司
厂家生产 价格合理 可按需求加工
全国咨询热线 13283262888
欢迎来到河北友犇管业有限公司!
×13283262888

通过微信扫一扫
更便捷的了解我们的产品
客户服务热线
13283262888丹东螺旋钢管厂家螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30——100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。常年双面埋弧焊螺旋钢管螺旋焊管,螺旋钢管,厚壁螺旋钢管,双面埋弧螺旋焊管,螺旋焊接钢管,直缝钢管,直缝焊管,直缝焊接钢管,大口径直缝钢管生产量达到15万吨,目前库存螺旋钢管,厚壁螺旋钢管,螺旋焊管,双面埋弧螺旋焊管生产厂家螺旋焊接钢管,直缝焊管,螺旋管道达到5000吨,另外也可以定做防腐螺旋焊管,钢管桩,螺旋焊缝钢管,直埋保温管钢套钢保温钢管等,可按客户要求定制。

螺旋钢管价格螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。

国标螺旋钢管退磁一般选用的是直流退磁线圈,将退磁线圈加在磁粉探伤机之后,但退磁效果并不能使客户满意,问题在于直流退磁场只是产生反向半周磁场,只能让大口径螺旋钢管如何退磁内部剩磁反向部分抵消,对外表现的剩磁停留在所需的范围内,所以效果不很稳定。往往是在现场能够达标,经过搬运、敲打后, 磁场又超标了。其原因就是大口径螺旋钢管如何退磁内部的磁畴没有经过"磁锻炼"处于不很稳定状态。大口径螺旋钢管如何退磁剩磁的标准是30GS以下,HT30D钢管退磁系统能够将钢管剩磁稳定退到10GS左右,以避 免在以后的运输过程中剩磁再反弹。 技术指标 外形尺寸: 工作电压:220V 工作电流:5-20A连续可调 工作频率:0-50Hz连续可调 退磁线圈内径尺寸:(按客户要求计)。

螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。如果管材表面生锈螺旋管厂家采用工具除锈,用钢丝刷来清洗打磨表面处理,钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。螺旋焊管内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。

螺旋焊管厂家报价厚壁螺旋钢管生产难度较大,尤其是超过20mm厚的钢管,螺旋钢管机组表示压力更大,螺旋钢管机组生产厚壁螺旋钢管生产线速度慢,产量低,所以在价格方面比同等型号的价格要高出一些,厚壁螺旋钢管在生产过程中由于它原材料厚,回张力大,所以在生产过程中要给予其压力,以保证原材料不外张,压力可根据原材料的厚度,进行公式计算,压力的大小直接与焊缝焊接是否牢固,质量是否可靠有关系,尤其是对高钢级别的原材料实压过程必不可少。根据运输管理条例螺旋钢管运输车辆宽度不能超过223米,长度不能超过159米,整车重量不能超过50吨,一般螺旋钢管长度都是12米定尺,对于普通单规格螺旋钢管定做户来说运输方便简单,但是对于型号多,长短不一的客户来说就是头疼的事了,怎样把运输费用算到低,省也算是一门学问。下面我们简单说说这事,由于螺旋钢管是中空型钢管,所以呢大管内部可以塞小管,这样层层套装足能够把螺旋钢管整车的重量提到高值,也让客户省去了部分运费。目前国内螺旋钢管机组一般是生产小规格219mm,大生产到3620mm,螺旋钢管的规格型号与原材料的宽度有着必然的联系,更与螺旋钢管的质量密不可分。一般小口径钢管(是指从219-529)适用于带钢宽度在300-550之间,宽度大了生产粘结度不够,而且螺旋钢管外观不美观,宽度窄了,螺旋钢管成型难度大,生产出来后螺旋钢管焊缝基本没有角度,快成直角了,对于螺旋钢管口径在1000之间的基本用1100板宽,对于螺旋钢管口径在1500以上,必须用卷板,卷板宽度是1500mm,大口径钢管生产比小口径钢管技术更为严格。
本文版权归 友犇管业 所有;本文共被查阅 493 次。
当前页面链接:https://www.coopipe.com/743.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!

鹤壁市3PE防腐钢管实体工厂在鹤壁市这片充满活力与创新的土地上,有一家备受瞩目的 3PE 防腐钢管实体工厂,它宛如一颗璀璨的明珠,在钢管制造领域散发着耀眼的光...
查看更多
鹤壁市螺旋钢管厂家电话在鹤壁市这片充满活力的土地上,有一家螺旋钢管厂家宛如一颗璀璨的明星,在钢管制造领域绽放着耀眼的光芒。这家厂家以其卓越的技术、严格...
查看更多
鹤壁市聚氨酯保温钢管厂家聚氨酯保温管是目前zui佳的保温材料,它的使用寿命极长。经多方实验认证,聚氨酯保温管的耐温性、导热系数、环保性能均达到目前国内高标...
查看更多
优质饮用水涂塑钢管,厂家电话等你来鹤壁市饮用水涂塑钢管厂家电话在现代化的城市建设和工业发展中,对于饮用水的安全输送至关重要。而涂塑钢管作为一种新型...
查看更多
在现代工业和建筑领域,管材的选择至关重要。而鹤壁市大口径薄壁螺旋焊管以其卓越的品质、先进的工艺和广泛的应用,成为了行业中的璀璨明星。大口径薄壁螺旋焊管...
查看更多
林州市大口径涂塑钢管厂家:品质与创新的引领者林州市大口径涂塑钢管厂家价格在林州市这片充满活力与创新的土地上,有一家备受瞩目的大口径涂塑钢管厂家,以...
查看更多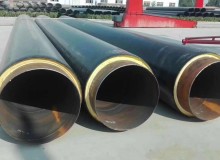
林州市聚氨酯保温钢管厂家电话在林州市这片充满活力与创新的土地上,有一家致力于为客户提供高品质聚氨酯保温钢管的厂家,他们以精湛的工艺、严格的质量控制和贴...
查看更多
林州市直埋保温钢管价格:性价比之选,为工程建设保驾护航林州市直埋保温钢管价格在林州市的各类工程建设中,直埋保温钢管以其出色的保温性能、高效的输送效...
查看更多
林州市生产涂塑钢管的厂家在河南省北部的林州市,有一群致力于打造高品质涂塑钢管的厂家,他们以精湛的工艺、先进的技术和对质量的执着追求,在钢管制造领域树立...
查看更多
安阳市大口径螺旋管生产厂家:品质与创新的典范在安阳市的工业领域中,大口径螺旋管生产厂家犹如一颗璀璨的明星,闪耀着独特的光芒。这里是钢管的世界,是品...
查看更多
安阳市预制聚氨酯保温管厂家聚氨酯保温钢管具有良好的机械性能和绝热性能,通常情况下可耐温120℃通过改性或与其它隔热材料组合可耐温180℃。概述为适应城镇集中供...
查看更多
安阳市排污水用大口径防腐钢管在现代工业和基础设施建设中,防腐钢管扮演着至关重要的角色,而环氧煤沥青防腐钢管则以其出色的性能和可靠的防护效果成为众多领域...
查看更多 《卓越品质,铸就防腐钢管传奇——给水环氧粉末防腐钢管厂》安阳市给水环氧粉末防腐钢管厂在现代工业的脉搏中,钢管作为重要的输送介质,其防腐性能至关重要。...
查看更多
安阳市直埋夹克保温管生产厂家聚氨酯保温钢管是一种保温性能好,加可靠,工程造价低的直埋预制保温管。直埋保温管不仅具有传统地沟和架空敷设管道难以比拟的先进...
查看更多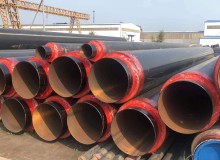
热力供暖用保温钢管:温暖传递的卓越选择汝州市热力供暖用保温管道厂家在寒冷的冬季,温暖的室内环境是我们舒适生活的重要保障。而在热力供暖系统中,保温钢...
查看更多期待与您的合作,欢迎给我们留言或直接拨打:13283262888

留下您的信息,我们将第一时间和您取的联系!
© 2020 YouBenPipe Inc. 河北友犇管业有限公司 Sitemap
24小时/热线:13283262888 厂址:盐山经济开发区蒲洼城园区 冀ICP备2022002155号-4 ![]() 冀公网安备13092502000847号
冀公网安备13092502000847号





