河北友犇管业有限公司
厂家生产 价格合理 可按需求加工
全国咨询热线 13283262888
欢迎来到河北友犇管业有限公司!
×13283262888

通过微信扫一扫
更便捷的了解我们的产品
客户服务热线
13283262888排水用DN800螺旋钢管目前对走水专用螺旋焊管生产高标准要求,各生产厂家对生产设备都有了大幅提高,生产国标标准螺旋钢管要想把合格率提高到98%及以上,必须用先进设备,做为先进设备必须带有铣边机,因为现阶段我国螺旋钢管焊接都是双面埋弧焊焊接,为了保证焊接效果理想,铣边机起了不可估量的作用,铣边机主要工作就是把原材料两边给弄整齐,再就是把焊接处弄成利于焊接的V字型,自动埋弧焊焊接螺旋钢管起来气孔少,焊透率高,夹杂少,给修补螺旋钢管的工人带来了极大的便利,螺旋钢管外表面基本无补焊,无错边。钢结构支柱用螺旋焊管是有道理的,因为螺旋焊管在输水管道上的使用,能够在 的程度上防止水垢的产生,且经过输送的水,经医学证明,不锈钢材质也是目前 的一种能够安全的、健康的植入人体的材料。输水管道的发展经历了几代的变换,其目的就是为了让市民能够持久的喝上干净、放心的引用水。听老辈人常谈,在以前的时代,人们多是喝河水、雨水、井水,在不卫生的同时,还要通过人力到很远的地方去挑水。随着国家的发展,直到工业化走入人们的生活,“自来水”这一新兴的概念进入了人心,由于它简便的操作和干净赢得了广大市民的心。然而,这样并不足以保证水质是 的干净,因为在传输的过程中,使用久的管道往往会有很多的致病细菌,随后在经过深研研究,认为螺旋焊管这种钢结构支柱专用管是 的选择。

排水用DN800螺旋钢管走水专用螺旋焊管管材的优势, 厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。防腐螺旋焊管由于螺旋焊管的个体质量比较大,所以必须要堆放在室外,但是这就难避会被日晒雨淋,所以生锈的问题一直困扰着螺旋焊管的储藏时间和条件。所以我们有必要进行关于螺旋焊管的防锈知识的全面解答。主要使用钢丝刷等工具对钢材表面进行打磨,螺旋焊管的清洗和预热可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。酸洗利用溶剂、乳剂清洗低压流体输送用焊接钢管(焊管)表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物.

排水用DN800螺旋钢管螺旋钢管是在1940年发明的一种新的焊接方法,它和前面的手工焊相同的地方是它还是采用渣保护,但是这个渣不是焊条的药皮,是专门熔炼出来的焊药。这个焊药系统由一个漏斗装的焊药通过一个管道输送到要焊接的前面。第二个不同是不采用焊条,采用焊丝,因为焊丝可以连续送给;焊条,我们烧完一根焊条总得有一个焊条头就给扔了,而且操作得停下来,换焊条然后再焊。改成焊丝以后,用送焊丝的装置和焊丝盘,连续地送给焊丝,排水用DN800螺旋钢管这种焊接方法是连续送进的焊丝,在可熔化的颗粒状的焊剂覆盖下引燃电弧,使焊丝、母材和焊剂的一部分熔化和蒸发构成一个空腔,电弧是在空腔里面稳定燃烧,所以把它称之为埋弧自动焊。电弧是埋在空腔里边的。 这种方法, 个优点是完全实现了自动化;第二个优点,它是在埋弧底下进行焊接,所以它的热交换和保护性能比较强,焊接出来的质量比较高;第三个优点,由于埋弧自动焊中电弧埋在焊药底下,所以它可以采用大电流,焊接效率比较高,近我们国家正在进行的西气东输管道工程,管道是一种高强钢,这种管道在工厂里边先预制成一段,然后再拿到工地上,在野外焊接,这种管道在工厂制作的焊接的工艺就是采用埋弧焊,现在埋弧焊已经发展成为,有双丝埋弧焊,还有多丝埋弧焊,效率更进一步提高。

螺旋钢管焊接区易产生的缺陷有气孔、排水用DN800螺旋钢管热裂纹、和咬边等现象:1、气泡。气泡多发生在焊道中央,其主要原因是 依旧以气泡的形式隐藏在焊缝金属内部,所以,消除这种缺陷的措施是首先必须清除焊丝和焊缝的锈、油、水分及湿气等物质,其次是必须很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。排水用DN800螺旋钢管 2、硫裂(硫引起的裂纹)。焊接硫偏析带很强的板材(特别是软沸腾钢)时硫偏析带中的硫化物进入焊缝金属而产生的裂纹。其原因是在硫偏析带中含有低熔点的硫化铁和钢中存在 。所以,为防止这情况产生,使用含硫偏析带少的半镇静钢或镇静钢还明效的。其次,焊缝表面和焊剂的清洁与干燥也是很必要的。 3、热裂纹。在埋弧焊接中,排水用DN800螺旋钢管焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处容易发生裂纹。为消除这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋焊管逆转而将焊进叠焊。热裂纹在焊缝应力很大的时候,或者焊缝金属内的si很高的时候容易产生。 4、焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。 5、焊透度不佳。内外焊缝金属重叠度不够,有时未焊透。这种情况叫做焊透度不足。 6、咬边。咬边是沿着焊缝中心线在焊缝边部出现V形沟槽。咬边是在焊速、电流、电压等条件不适当的情况下产生的。其中焊接速度太高要比电流不适合更容易引起咬边缺陷。排水用DN800螺旋钢管
本文版权归 友犇管业 所有;本文共被查阅 391 次。
当前页面链接:https://www.coopipe.com/1501.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!

鹤壁市3PE防腐钢管实体工厂在鹤壁市这片充满活力与创新的土地上,有一家备受瞩目的 3PE 防腐钢管实体工厂,它宛如一颗璀璨的明珠,在钢管制造领域散发着耀眼的光...
查看更多
鹤壁市螺旋钢管厂家电话在鹤壁市这片充满活力的土地上,有一家螺旋钢管厂家宛如一颗璀璨的明星,在钢管制造领域绽放着耀眼的光芒。这家厂家以其卓越的技术、严格...
查看更多
鹤壁市聚氨酯保温钢管厂家聚氨酯保温管是目前zui佳的保温材料,它的使用寿命极长。经多方实验认证,聚氨酯保温管的耐温性、导热系数、环保性能均达到目前国内高标...
查看更多
优质饮用水涂塑钢管,厂家电话等你来鹤壁市饮用水涂塑钢管厂家电话在现代化的城市建设和工业发展中,对于饮用水的安全输送至关重要。而涂塑钢管作为一种新型...
查看更多
在现代工业和建筑领域,管材的选择至关重要。而鹤壁市大口径薄壁螺旋焊管以其卓越的品质、先进的工艺和广泛的应用,成为了行业中的璀璨明星。大口径薄壁螺旋焊管...
查看更多
林州市大口径涂塑钢管厂家:品质与创新的引领者林州市大口径涂塑钢管厂家价格在林州市这片充满活力与创新的土地上,有一家备受瞩目的大口径涂塑钢管厂家,以...
查看更多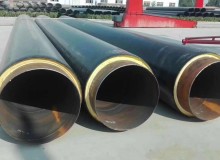
林州市聚氨酯保温钢管厂家电话在林州市这片充满活力与创新的土地上,有一家致力于为客户提供高品质聚氨酯保温钢管的厂家,他们以精湛的工艺、严格的质量控制和贴...
查看更多
林州市直埋保温钢管价格:性价比之选,为工程建设保驾护航林州市直埋保温钢管价格在林州市的各类工程建设中,直埋保温钢管以其出色的保温性能、高效的输送效...
查看更多
林州市生产涂塑钢管的厂家在河南省北部的林州市,有一群致力于打造高品质涂塑钢管的厂家,他们以精湛的工艺、先进的技术和对质量的执着追求,在钢管制造领域树立...
查看更多
安阳市大口径螺旋管生产厂家:品质与创新的典范在安阳市的工业领域中,大口径螺旋管生产厂家犹如一颗璀璨的明星,闪耀着独特的光芒。这里是钢管的世界,是品...
查看更多
安阳市预制聚氨酯保温管厂家聚氨酯保温钢管具有良好的机械性能和绝热性能,通常情况下可耐温120℃通过改性或与其它隔热材料组合可耐温180℃。概述为适应城镇集中供...
查看更多
安阳市排污水用大口径防腐钢管在现代工业和基础设施建设中,防腐钢管扮演着至关重要的角色,而环氧煤沥青防腐钢管则以其出色的性能和可靠的防护效果成为众多领域...
查看更多 《卓越品质,铸就防腐钢管传奇——给水环氧粉末防腐钢管厂》安阳市给水环氧粉末防腐钢管厂在现代工业的脉搏中,钢管作为重要的输送介质,其防腐性能至关重要。...
查看更多
安阳市直埋夹克保温管生产厂家聚氨酯保温钢管是一种保温性能好,加可靠,工程造价低的直埋预制保温管。直埋保温管不仅具有传统地沟和架空敷设管道难以比拟的先进...
查看更多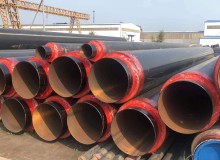
热力供暖用保温钢管:温暖传递的卓越选择汝州市热力供暖用保温管道厂家在寒冷的冬季,温暖的室内环境是我们舒适生活的重要保障。而在热力供暖系统中,保温钢...
查看更多期待与您的合作,欢迎给我们留言或直接拨打:13283262888

留下您的信息,我们将第一时间和您取的联系!
© 2020 YouBenPipe Inc. 河北友犇管业有限公司 Sitemap
24小时/热线:13283262888 厂址:盐山经济开发区蒲洼城园区 冀ICP备2022002155号-4 ![]() 冀公网安备13092502000847号
冀公网安备13092502000847号





