河北友犇管业有限公司
厂家生产 价格合理 可按需求加工
全国咨询热线 13283262888
欢迎来到河北友犇管业有限公司!
×13283262888

通过微信扫一扫
更便捷的了解我们的产品
客户服务热线
13283262888四川Q345B螺旋钢管生产厂家我公司是一家专业可靠的螺旋钢管制造厂家,产品型号丰富,价格适中,质量可靠,结构合理,是您购买螺旋钢管不错的选择。螺旋钢管适用于输油、输气、输水管道,自来水、煤气、管道、炼油厂、化工厂、污水处理厂。螺旋钢管无污染无毒,划不伤使用寿命长,减少成本,施工时,待基层干燥后先涂底层涂料固化后再按防水层施工工艺逐层涂刷,基层要保证洁净,干燥,操作要细致。施工中要保护涂抹的完整,施工时一定要注意防火,现场要注意通风良好,以防出现溶剂中毒。 我公司螺旋焊钢管机组主要用于生产钢管外径219mm~3620mm,壁厚为5mm~16mm,长度为6mm-35m输送管道用钢管,管桩和和某些机械结构用管。现在国内生产的螺旋焊钢管规格外径已经可以达到3620mm。 我国制造螺旋钢管多以口径8米以下居多,绝大多数为1220以下管径,国内个别厂家可达到2500mm,少数厂家可达3200mm,以往在搜索引擎中找不到大口径究竟有多大, 我公司生产的螺旋焊管大直径可达3620mm,从此,创下了国内大口径螺旋焊管大口径3620mm的记录。如今,在搜索引擎中到处宣传的大口径都是3620mm。四川Q345B螺旋钢管生产厂家

SY/T5037-2000—中华人民共和国石油天然气行业标准; 低压流体输送管道用螺旋缝埋弧焊钢管。四川Q345B螺旋钢管生产厂家 一范围 适用于水、污水、空气、采暖蒸汽和可烯性流体等普通低压流体输送管道用钢管,也适用于具有类似要求的其他流体输送管道用钢管 二:符号 D-----钢管标称外径mm T----钢管标称壁厚mm M----钢管线质量kg/m P----静水试验的试验压力Mpa S----静水试验的试验应力Mpa h----焊缝余高mm 三:尺寸、外形和质量 1 钢管长度 通常长度6---12m3 定尺长度:应在通常长度范围内,其极限偏差为±500mm 2圆度 在管端100mm长度范围内,钢管最大外径不得比标称外径大1%,最小不得比标称外径小1%,采用能够测量最大和最小外径的卡尺,杆规或其他测量工具测量。 3直度 钢管的弯曲度不得超过钢管长度的0.2%。可从钢管侧表面的一端至另一端,平行于钢管轴线拉一根细绳或金属丝,测量拉紧的细绳或金属丝至钢管表面的最大距离。 4 管端 钢管管端应加工坡口,坡口角度为30°±50,钝边尺寸6±0.8mm。以钢管轴线的垂线为基准测量坡口角。管端棱边上不允许有毛刺。 钢管管端面应垂直于钢管轴线,极限偏差(切斜)规定为:D<813mm,切斜≤6mm,D≥813mm,切斜≤0mm 5 钢管标称外径允许偏差 mm 标称外径D 允许偏差 管体 管端 <508 ±0.75%D ±0.75%D或±5取小值 ≥508 ±1%D ±0.5%SD或±5取小值 注:管端为距钢管端面100mm范围 例:219钢管的管径充许偏差 管体:219×±0.75%=±6mm (219±6)×14 即682------692mm 管端同上 478×±0.75%=±6mm 管体:(478±6)×14 即1489----1512mm (478×5)×14 即1498----1508mm 7 重量 螺旋钢管理论重量计算公式:m=0.0246615(D-T) 制造方法 采用热轧钢带做管坏,经常温螺旋成型,螺旋缝采用自动埋弧法焊接,内外埋弧焊缝各不少于一道。 钢管上允许有钢带对头焊缝,钢带对头与管端的距离不得小于300mm。经购方与制造商协商,允许对头焊缝位于管端,但对头与相应管端螺旋烛缝之间至少应有150mm的环向间隔。 对接钢管 允许将同一规格 同一型号的两段短向挡面一支钢管,每段短钢管的长度不得小于2m,环向焊缝两侧的螺旋缝应错开,其环向距离不得小于150mm。 钢的种类 本标准范围的钢管应采用GB/T700-1988中的Q19Q21Q235钢焊制。 注:Q指代表屈服强度的字母,后边的数值为屈服强度数值。

四川Q345B螺旋钢管生产厂家检验工艺编辑原材料检验——校平检验——对接焊检验——成型检验——内焊检验——外焊检验——切管检验——超声波检验——坡口检验——外形尺寸检验——X射线检验——水压试验——最终检验为保证产品质量,我们制定了完善的质量计划,现场工作程序及检验、试验计划。防腐本项目的防腐要求与国内其它项目相比有较大不同,其主要区别在于:外防腐涂层电火花试验电压国内一般为3000伏,最高不超过5000伏,本项目为10千伏。防腐螺旋焊管针对以上要求,我们着重抓好以下二方面的工作:严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工滚筒推平的方法操作,以保证外涂层的均匀细密。内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。技术比较螺旋焊管与直缝焊管技术特性做一个简单的比较:材料的冶金性能直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的。四川Q345B螺旋钢管生产厂家热轧带钢机组轧制工艺具有一系列的优点,具有获得生产优质管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋焊管的可焊性。更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。

四川Q345B螺旋钢管生产厂家焊接工艺从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/其中,α为螺旋焊管焊缝的螺旋角。螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。根据以上特点可知:螺旋焊管发生爆破时,由于焊缝所受正应力与合成应力比较小,爆破口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高.当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。由于径向应力是存在于钢管上的最大应力,所以焊缝处于垂直应力这一方向时承受最大载荷。即直缝承受的载荷最大,环向焊缝承受的载荷最小,螺旋缝介于二者之间。静压爆破强度经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与爆破压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是爆破压力,螺旋焊管均低于直缝焊管。爆破试验还显示出螺旋焊管爆破口的环向变形率明显大于直缝焊管。
本文版权归 友犇管业 所有;本文共被查阅 455 次。
当前页面链接:https://www.coopipe.com/1302.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!

鹤壁市3PE防腐钢管实体工厂在鹤壁市这片充满活力与创新的土地上,有一家备受瞩目的 3PE 防腐钢管实体工厂,它宛如一颗璀璨的明珠,在钢管制造领域散发着耀眼的光...
查看更多
鹤壁市螺旋钢管厂家电话在鹤壁市这片充满活力的土地上,有一家螺旋钢管厂家宛如一颗璀璨的明星,在钢管制造领域绽放着耀眼的光芒。这家厂家以其卓越的技术、严格...
查看更多
鹤壁市聚氨酯保温钢管厂家聚氨酯保温管是目前zui佳的保温材料,它的使用寿命极长。经多方实验认证,聚氨酯保温管的耐温性、导热系数、环保性能均达到目前国内高标...
查看更多
优质饮用水涂塑钢管,厂家电话等你来鹤壁市饮用水涂塑钢管厂家电话在现代化的城市建设和工业发展中,对于饮用水的安全输送至关重要。而涂塑钢管作为一种新型...
查看更多
在现代工业和建筑领域,管材的选择至关重要。而鹤壁市大口径薄壁螺旋焊管以其卓越的品质、先进的工艺和广泛的应用,成为了行业中的璀璨明星。大口径薄壁螺旋焊管...
查看更多
林州市大口径涂塑钢管厂家:品质与创新的引领者林州市大口径涂塑钢管厂家价格在林州市这片充满活力与创新的土地上,有一家备受瞩目的大口径涂塑钢管厂家,以...
查看更多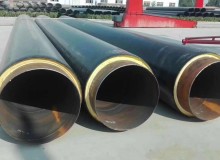
林州市聚氨酯保温钢管厂家电话在林州市这片充满活力与创新的土地上,有一家致力于为客户提供高品质聚氨酯保温钢管的厂家,他们以精湛的工艺、严格的质量控制和贴...
查看更多
林州市直埋保温钢管价格:性价比之选,为工程建设保驾护航林州市直埋保温钢管价格在林州市的各类工程建设中,直埋保温钢管以其出色的保温性能、高效的输送效...
查看更多
林州市生产涂塑钢管的厂家在河南省北部的林州市,有一群致力于打造高品质涂塑钢管的厂家,他们以精湛的工艺、先进的技术和对质量的执着追求,在钢管制造领域树立...
查看更多
安阳市大口径螺旋管生产厂家:品质与创新的典范在安阳市的工业领域中,大口径螺旋管生产厂家犹如一颗璀璨的明星,闪耀着独特的光芒。这里是钢管的世界,是品...
查看更多
安阳市预制聚氨酯保温管厂家聚氨酯保温钢管具有良好的机械性能和绝热性能,通常情况下可耐温120℃通过改性或与其它隔热材料组合可耐温180℃。概述为适应城镇集中供...
查看更多
安阳市排污水用大口径防腐钢管在现代工业和基础设施建设中,防腐钢管扮演着至关重要的角色,而环氧煤沥青防腐钢管则以其出色的性能和可靠的防护效果成为众多领域...
查看更多 《卓越品质,铸就防腐钢管传奇——给水环氧粉末防腐钢管厂》安阳市给水环氧粉末防腐钢管厂在现代工业的脉搏中,钢管作为重要的输送介质,其防腐性能至关重要。...
查看更多
安阳市直埋夹克保温管生产厂家聚氨酯保温钢管是一种保温性能好,加可靠,工程造价低的直埋预制保温管。直埋保温管不仅具有传统地沟和架空敷设管道难以比拟的先进...
查看更多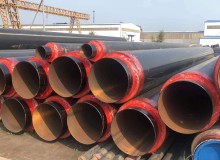
热力供暖用保温钢管:温暖传递的卓越选择汝州市热力供暖用保温管道厂家在寒冷的冬季,温暖的室内环境是我们舒适生活的重要保障。而在热力供暖系统中,保温钢...
查看更多期待与您的合作,欢迎给我们留言或直接拨打:13283262888

留下您的信息,我们将第一时间和您取的联系!
© 2020 YouBenPipe Inc. 河北友犇管业有限公司 Sitemap
24小时/热线:13283262888 厂址:盐山经济开发区蒲洼城园区 冀ICP备2022002155号-4 ![]() 冀公网安备13092502000847号
冀公网安备13092502000847号





